更新时间:2015/12/29 浏览量:1600

特征性能
PVC (聚氯乙烯)化学和物理特性 刚性PVC是使用最广泛的塑料材料之一。PVC材料是一种非结晶性材料。 PVC材料在实际使用中经常加入稳定剂、润滑剂、辅助加工剂、色料、抗冲击剂及其它添加剂[2] 。
PVC材料具有不易燃性、高强度、耐气侯变化性以及优良的几何稳定性。 PVC对氧化剂、还原剂和强酸都有很强的抵抗力。然而它能够被浓氧化酸如浓硫酸、浓硝酸所腐蚀并且也不适用与芳香烃、氯化烃接触的场合。
PVC在加工时熔化温度是一个非常重要的工艺参数,如果此参数不当将导致材料分解的问题。 PVC的流动特性相当差,其工艺范围很窄。特别是大分子量的PVC材料更难于加工(这种材料通常要加入润滑剂改善流动特性),因此通常使用的都是小分子量的PVC材料。 PVC的收缩率相当低,一般为0.2~0.6%。
注塑模工艺条件
熔化温度:185~205℃ 模具温度:20~50℃
注射压力:可大到1500bar 保压压力:可大到1000bar 注射速度:为避免材料降解,一般要用相当地的注射速度。
流道和浇口:所有常规的浇口都可以使用。如果加工较小的部件,最好使用针尖型浇口或潜入式浇口;对于较厚的部件,最好使用扇形浇口。针尖型浇口或潜入式浇口的最小直径应为1mm;扇形浇口的厚度不能小于1mm。
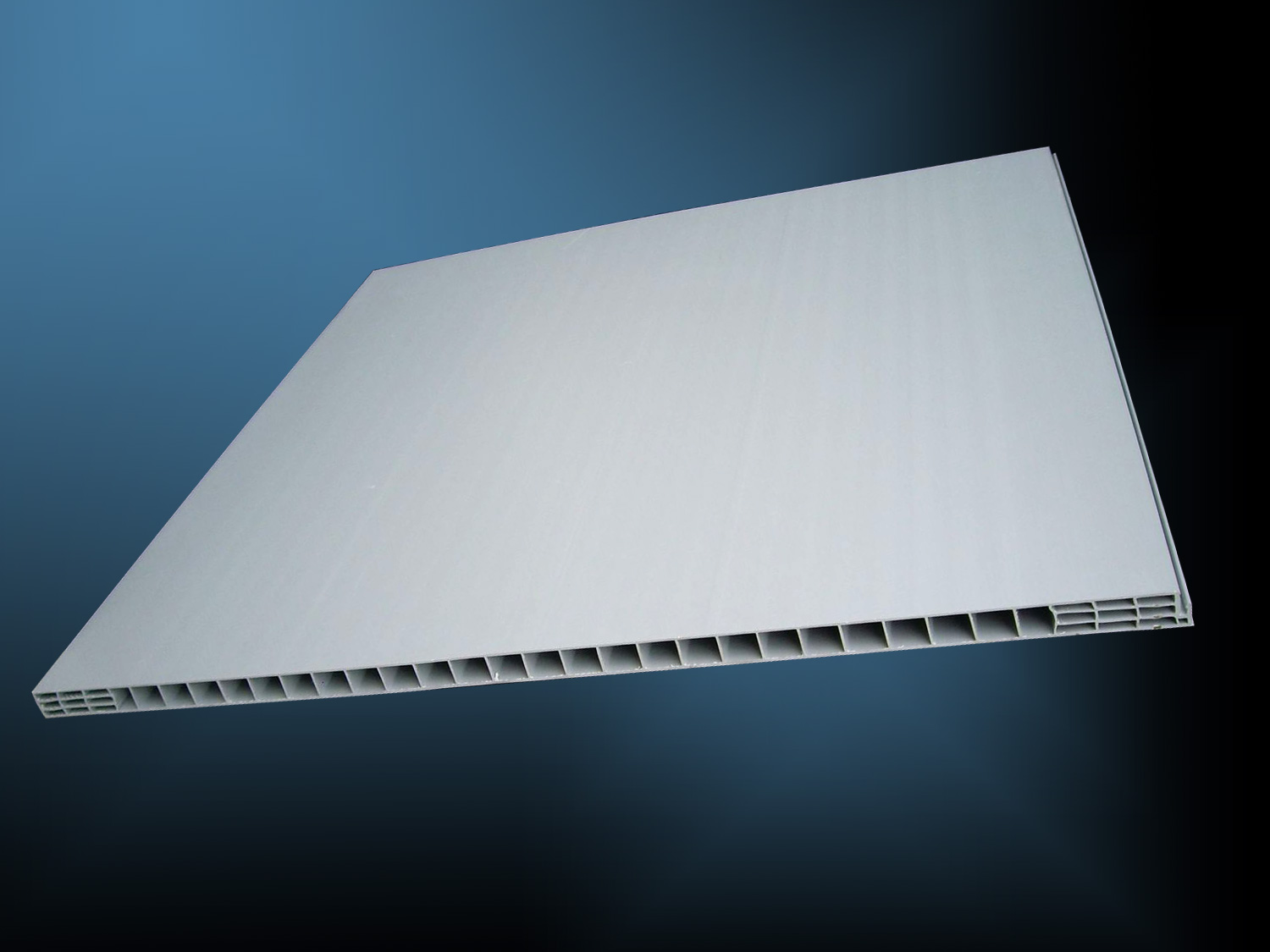
典型用途 供水管道,家用管道,房屋墙板,商用机器壳体,电子产品包装,医疗器械,食品包装等。

pvc塑料特征性能
PVC树脂是配方中的主体成分,其分子量的高低及分子量的分布对其性能的影响: 分子量大小的影响: a、 随分子量的增加,分子链间的引力和缠结程度增加,玻璃化温度增加,制品的力学 性能随之提高; b、随分子量的增加,熔体粘度增加,流动性变差,加工困难程度增加 分子量分布的影响: a、 分子分布太宽,则说明存在一定数量的分子其分子量偏低和偏高,前则导致制品的力学性能降低,后则容易导致加工困难,而且容易导致制品外观不佳;
稳定剂:是配方中不可缺少的组成部分,PVC树脂在加热或受热过程中由于材料的特性,会逐渐分解,而变色,从淡黄、黄色、黄橙色、红橙色、棕色、棕褐色直到黑色,因此必需在配方中加入足够的稳定剂方可以正常生产。常用的稳定剂有碱式铅盐稳定剂、金属皂类稳定剂、有机锡稳定剂、复合稳定剂等四大类及其他一些环氧化合物等等。
增塑剂:可以使PVC树脂产生在增塑可塑性、柔韧性、降低加工温度、降低热熔融温度、改进流动性,但是在增塑范围内降低模量、强度、硬度、玻璃化温度、脆化温度和提高冲击性能;在反增塑范围内则增加模量、强度、硬度和脆性。主要有金属皂类,饱和烃类,脂肪酸及其脂类。
润滑剂:能够改善PVC熔体的流动性能和防止熔混物粘附设备上的助剂。
pvc塑料板加工配方
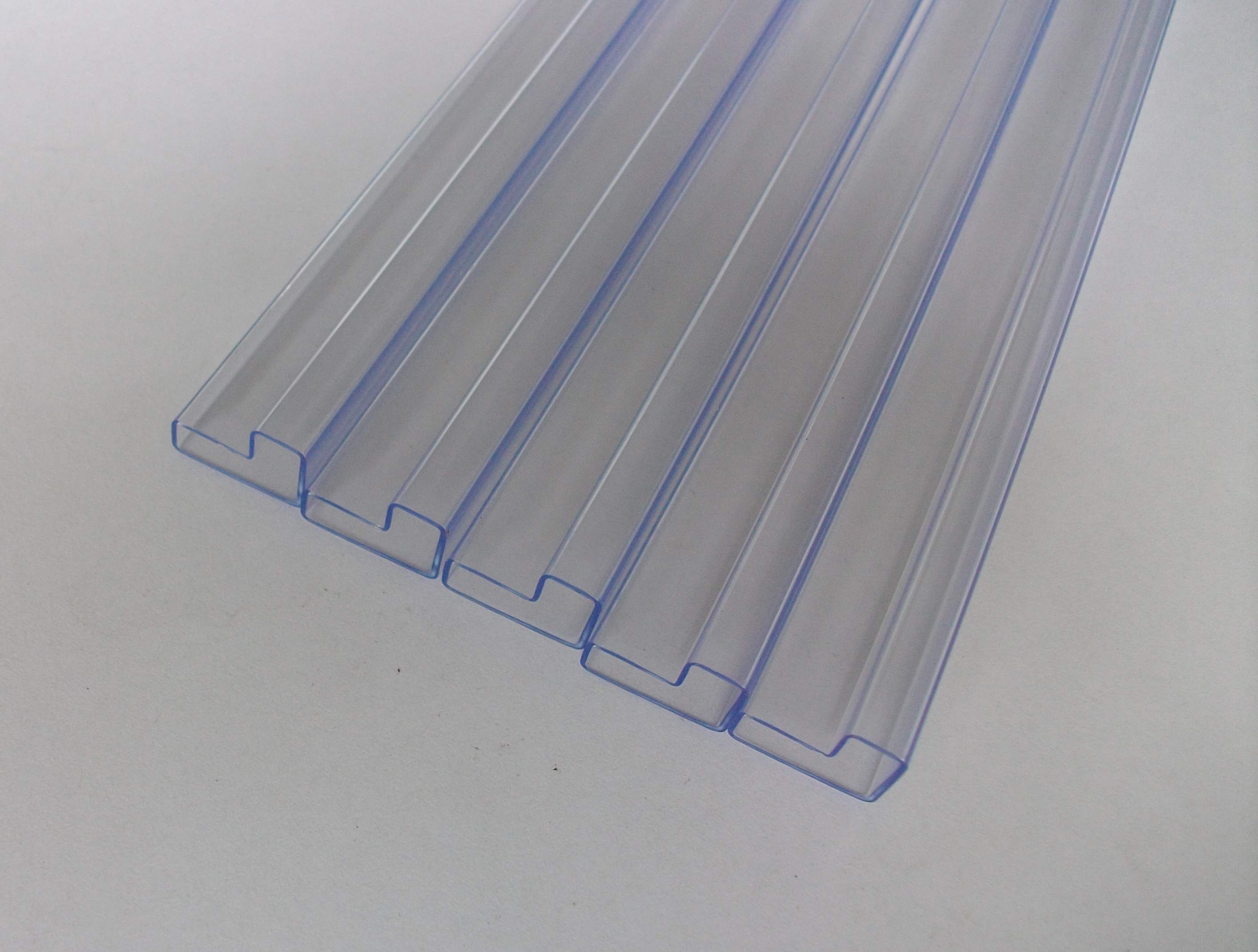
PVC聚氯乙烯塑料管材设备成型生产工艺路线
聚氯乙烯塑料管的挤出成型可用单螺杆挤出机,也可用双螺杆挤出机。两种挤出机挤出成型塑料管用生产工艺路线略有不同。
(1) 单螺杆挤出机挤出成型PVC管生产工艺顺序
挤出成型管用料按配方要求计量→高速热混合原料→混合均匀料冷却降温→造粒→挤出机把原料塑化呈熔融态→模具成型管坯→降温定型→管材冷却降温→牵引→切割→扩口→检查质量→—检斤入库
(2) 双螺杆挤出机挤出成型PVC管生产工艺顺序
挤出成型管用料按配方要求计量→高速热混合原料→混合均匀料冷却降温→挤出机把原料塑化呈熔融态→模具成型管坯→降温定型→管材冷却降温→牵引→切割→扩口→检查质量→检斤入库。
pvc塑料制作

防水板
防水板是以高分子聚合物为基本原料制成的一种防渗材料,既可以防止液体渗漏,也可以预防气体挥发。在建筑、交通、地铁、隧道、工程建设中广泛运用。

买了房子想装修成什么样?立即申请新家的3D设计效果图
齐家装修设计大礼包包含免费设计、免费量房、免费验房、免费监理等服务,现在报名立即获取,每天申请前50人可获取3D设计效果图,动动手指就能看到美美的新家3D设计效果图,怎能不叫人期待!

木塑地板
木塑地板是一种新型环保型木塑复合材料产品,在生产中、高密度纤维板过程中所产生的木酚,加入再生塑料经过造粒设备做成木塑复合材料,然后进行挤出生产组做成木塑地板。

石塑地板
石塑地板又称为石塑地砖,正规的名称是PVC片材地板;,是一种高品质的新型地面装饰材料,采用天然的大理石粉构成高密度、高纤维网状结构的坚实基层,表面覆以超强耐磨的高分子PVC耐磨层,经上百道工序加工而成。

不看后悔一辈子! 2016年装修开工哪天好? 黄道吉日是哪天?
2016年装修开工哪天好? 填生肖齐家帮您测一下,3分钟教您怎么装修! 全面了解装修开工哪天好,轻松解决装修小烦恼!在齐家网装修,免费送工程监理,全程保障施工,让装修更省心!
2016年9月7日 星期三 八月初七
【丙申年、丁酉月、壬辰日】
结果已同步发送到您手机,齐家网,帮助用户轻松实现装修,感谢您的使用。
沪ICP备13002314号-1 沪B2-20170342 组织机构代码证:66439109—1
中国互联网协会信用评价中心网信认证 网信编码:1664391091 举报电话:400-660-7700
齐家网 版权所有Copyright © 2005- www.jia.com All rights reserved